PCR Lipstick Tubes: Which Parts Can Be Replaced, Which Can’t
As the EU’s PPWR (Packaging and Packaging Waste Regulation) pushes toward its 2030 recycled-content requirements for plastic packaging, and as brand owners move to meet their own 2030 ESG commitments, more cosmetics brands are shifting Lipstick Tubes toward PCR. Sambound has recently received a growing number of inquiries from brand owners asking whether lipstick tubes can be made with PCR, whether surface quality will drop, whether colors can still match target standards, and how much costs will increase.
Everyone in the industry knows a lipstick tube is never a single-material product. If you break it down, it contains several very different components: the outer shell, cap, and base in ABS; the inner mechanism set—bead, fork, and spiral, which make up the drive structure; aluminum decorative parts in aluminum-plastic hybrid designs; and, in some premium versions, added weight blocks plus a small magnet hidden inside a magnetic cap. Each type of component has different material requirements. So whether PCR can be used has to be assessed part by part. What can be replaced, to what extent, what still cannot be replaced, and why—it all needs to be laid out clearly.
What Components Make Up a Lipstick Tube
A standard lipstick tube can be divided into several groups of parts. Appearance parts—the outer body shell, cap, and base—are usually made of ABS across most of the industry. Drive parts—known in industry jargon as the inner mechanism core—consist of three pieces: the bead, which carries the stick up and down; the fork, which locks the bead so it can only move vertically and not rotate; and the spiral, whose internal lifting threads drive the bead upward and downward when the package is twisted. The mainstream material here is POM, or polyoxymethylene. Metal parts include the aluminum wrap used in aluminum-plastic hybrid designs, added iron or zinc weights in some premium models to improve hand feel, and the small magnet hidden inside magnetic caps for closure positioning.
The precision requirements of the inner mechanism core are on another level. The spiral pitch tolerance must be controlled within ±0.01 mm. The fit clearance between the bead and spiral is typically set at 0.03 to 0.08 mm, within the POM material specification range of ASTM D4181. The package must also survive 3,000 opening and closing cycles. The inner mechanism core is the lipstick tube’s engine.
PCR Is More Than Just “Recycled Plastic”
PCR stands for post-consumer recycled material. It refers to plastic recovered after consumer use, then sorted, cleaned, and pelletized. It is not the same as PIR, or post-industrial recycled material. PIR comes from in-plant production scrap and runners, so the source is clean and performance is stable. PCR comes from consumer waste streams, so batch complexity is much higher. What brands and regulations usually want is PCR, because that is the material truly recovered from waste after use.
Two forces are driving this PCR wave. One is regulation. The EU PPWR requires plastic packaging to contain a certain percentage of recycled content by 2030. The other is brands’ own ESG commitments. Large groups such as L’Oréal and Estée Lauder have publicly announced 2030 sustainable packaging targets. When that reaches packaging sourcing teams, the question becomes simple: how much PCR content is in the proposed solution?
There is one detail the market often overlooks: the distribution of commercial PCR resin grades is highly uneven. Mature PCR supply is concentrated in PET from beverage bottle recycling, along with PP, PE, ABS, and PS. These are high-volume consumer plastics with established collection and sorting systems. Engineering plastics such as POM and PC have much smaller post-consumer recovery volumes and are harder to sort. Mature commercial PCR grades for POM and PC are far less available than for bulk plastics such as PET, PP, and ABS. They do exist, but the choices are limited, production scale is smaller, and batch stability is weaker.
Can the shell, cap, and base be switched to PCR?
For appearance parts made from ABS, PCR upgrades are the easiest to implement. Mature commercial PCR ABS grades are available: INEOS offers Terluran ECO GP-22 with 50% PCR content; Trinseo’s Magnum ECO ABS can reach 60% through chemically recycled PCR styrene; and China-made Chimei also offers the POLYLAC PA-757 ECO series. These are real commercial grades with mass-production capability and certifications such as GRS or ISCC PLUS, not lab concepts.
For appearance parts such as shells, PCR ABS can meet performance needs, but it requires two compromises.
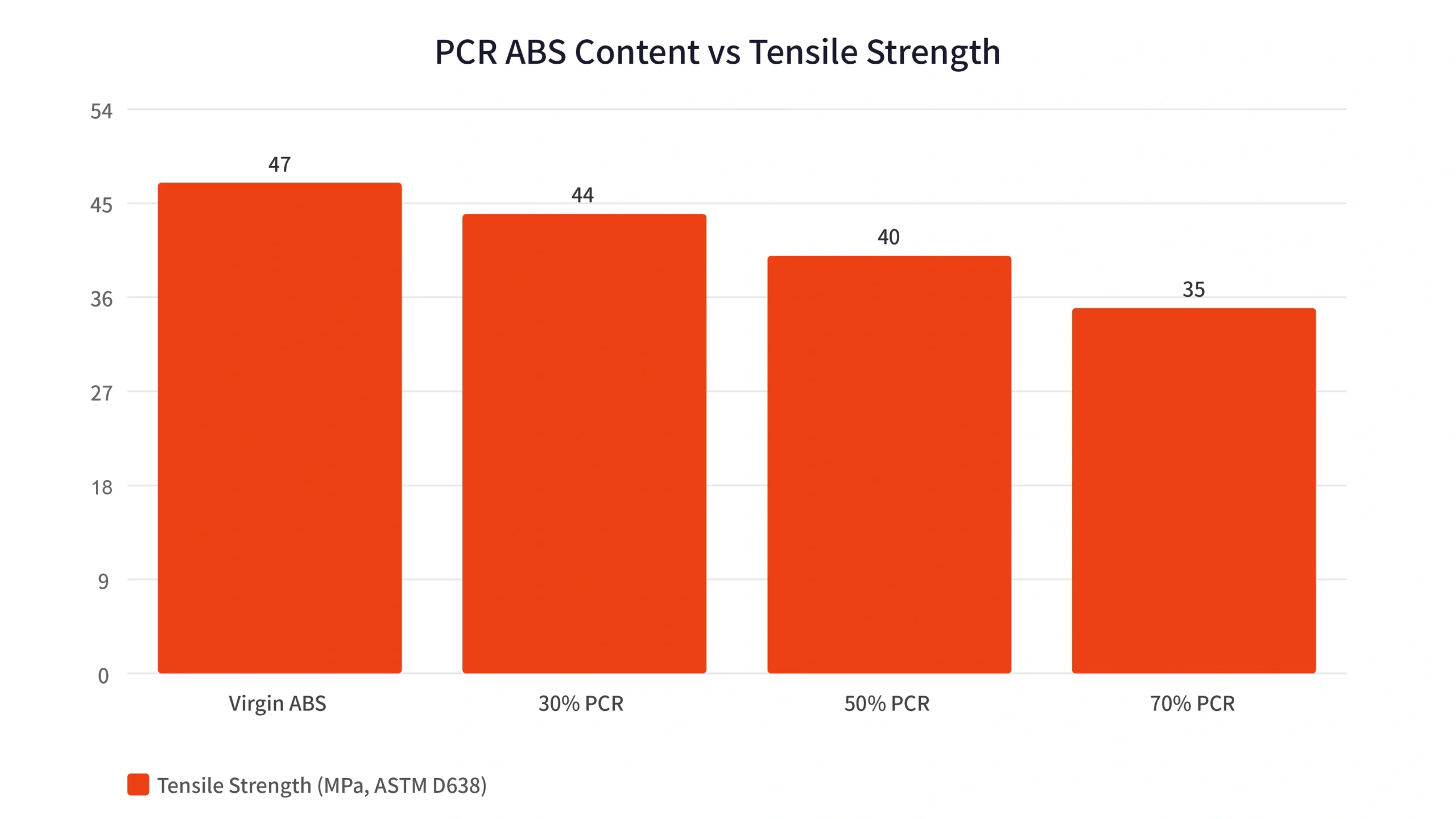
The first is mechanical performance. Industry test data show that at 50% PCR content, PCR ABS typically delivers a tensile strength of 38 to 43 MPa and a flexural modulus of 2,000 to 2,200 MPa under ASTM D790. That is about 10% to 15% below virgin resin, but it still falls within an acceptable range for lipstick tube shells, since the shell does not carry the drive load. Once PCR content rises above 70%, impact strength starts to drop more sharply, and thin-wall shells face a much higher risk of cracking in drop tests. In actual lipstick tube production, the mainstream workable range is 30% to 50% PCR. Above 70% is still mostly limited to small-batch validation.
The second issue—and the more difficult one—is color consistency. PCR ABS feedstock comes from recycled appliance housings and electronics enclosures, so the base resin hue is not uniform. With the same formulation, one batch may produce Pantone 186C red at a qualified ΔE of 0.8, while the next batch with the same recipe may drift to ΔE 2.3 and get rejected by the brand owner. This is not unusual in packaging factories in Dongguan. The reason is straightforward: the base tone of PCR resin changes from one recycling batch to the next, so the masterbatch has to be adjusted accordingly. The industry’s common approach is to lock in a fixed PCR supplier, require CIE Lab baseline data for every batch, and apply base-color compensation. That can keep ΔE below 0.6, but it raises color masterbatch costs. Premium brands typically require ΔE ≤ 1.5 under ASTM D2244. PCR ABS at 50% can reach that threshold, but it takes more work than virgin material.
In simple terms, the shell, cap, and base can be converted to PCR ABS, and these are the parts where PCR is used most often in production. The tradeoff is tougher color matching, weaker batch stability, and more frequent mold polishing because PCR resin carries more impurities and shortens the life of mirror-finish tooling. These are the “small compromises” most brands can accept.
Can the Inner Mechanism Core Be Switched to PCR?
The inner mechanism core is the hardest part of a lipstick tube to convert to PCR. That does not mean it is impossible. It means the cost is high, the timeline is long, and the solution usually requires a different technical route.
First, it helps to be clear about what this mechanism does. When the user twists the lipstick base, the stick moves smoothly straight up and down. That motion comes from the three-part inner mechanism core working together: the bead carries the formula, the fork locks the bead so it can move only vertically, and the spiral’s internal threads drive the lifting action. The system depends on POM’s low friction and high dimensional stability.
POM has a defined specification under ASTM D4181, and its role in the inner mechanism core is hard to replace. It offers wear resistance, self-lubrication, and stable dimensions after injection molding. The required spiral pitch tolerance is ±0.01 mm. The fit clearance between the bead and spiral is 0.03 to 0.08 mm. The industry benchmark for rotational life is at least 3,000 cycles. Those are exactly the reasons this part cannot be changed casually. If any one of those limits is relaxed, the lipstick starts to wobble, jam, or slip after a short period of use.
One common misunderstanding needs to be cleared up: PCR POM grades do exist in the market. DuPont’s Delrin RE, BASF’s Ultraform RE, Polyplastics’ Duracon RE, and Celanese’s Hostaform RE all offer POM with 25% to 50% or even higher recycled content. Domestic suppliers such as Kingfa and GEM also offer rPOM series materials. So the issue is not that PCR POM cannot be sourced. The real question is whether it can hold up in the inner mechanism core.
There are three main reasons why PCR is difficult in this part:
First, batch variation in mechanically recycled PCR POM is too high to hold ±0.01 mm precision. Industry test data show that melt flow variation between batches of mechanically recycled PCR POM can reach ±15% to 30%, while tensile strength can drop 10% to 20% versus virgin material. At this precision level, molded dimensions track melt flow. If melt flow drifts, spiral pitch drifts with it. If shell color drifts, the result is a color mismatch. If spiral pitch drifts, the lipstick may not twist at all.
Second, POM’s wear resistance depends heavily on material purity. PCR resin inevitably contains impurities and degraded fractions. POM is also sensitive to thermal history. After multiple reprocessing steps, friction increases and wear resistance declines. Once wear resistance drops in the spiral, the threads start to wear after a few hundred turns, the clearance opens up, and the stick begins to wobble. Overseas technical packaging references are direct on this point: if spiral tolerance is off even slightly, the lipstick can wobble, jam, or even break the bullet.
Third, chemically recycled POM can perform close to virgin resin, but it is expensive. Chemically depolymerized and repolymerized cPOM can retain about 85% to 95% of virgin performance in tensile strength according to published literature. In theory, that makes it a direct replacement for virgin POM in the inner mechanism core. The problem is cost. It is typically 40% to 60% pricier than virgin resin, which makes little sense for mass-market lipstick products.
That is why the route the industry actually adopts is not “force PCR POM into the same design,” but change the technical route altogether.
The mainstream option is to redesign the inner mechanism core around PCR PP. PP is softer and weaker than POM, so the structure has to be redesigned with thicker walls, revised thread pitch, and added preload ribs for compensation. But PCR PP grades are mature, supply is stable, and cost is lower. Globally leading cosmetic packaging suppliers have already mass-produced lipstick tubes with PCR-PP inner mechanisms for international beauty brands’ sustainable product lines, with annual output in the tens of millions. That proves the route works technically. The tradeoff is that the mechanism structure needs new tooling, and the rotational feel must be tuned again.
Another route is bio-based substitution. Castor-oil-based PA11, a bio-based polyamide, can be used in the inner mechanism core. Its carbon footprint is far below that of conventional petroleum-based engineering plastics. According to LCA literature, it is roughly 50% to 60% lower than PA66. International packaging suppliers have already used it in the twist structures of premium lipstick packages. This is not PCR in the strict sense, because it is bio-based rather than recycled, but it can still be included in a brand’s ESG reporting.
So for the inner mechanism core, the issue is not “PCR cannot be used,” but “using it means changing the route, opening new molds, revalidating precision, and doing the cost math.” For brands under pressure to raise PCR ratios because of ESG KPIs, the inner mechanism is currently the most expensive and longest-lead part of the upgrade. The shell and cap can move to PCR in about three months. Changing the inner mechanism route usually takes six months to a year. Sambound’s recommendation to brands has never been all-or-nothing: if budget and timeline allow, go with a PCR-PP redesign; if budget is tight and speed matters, keep virgin POM in the inner mechanism and let the shell and cap carry the PCR ratio.
Can Plated Parts and aluminum parts be switched to PCR?
Electroplated housings are another hurdle. To achieve a mirror-like metallic finish on a lipstick tube shell—the kind of squared metal look seen in premium designs—the industry uses plating-grade ABS. These grades are optimized for electroless nickel and decorative chrome adhesion through a controlled rubber phase and high-gloss surface characteristics. The substrate must hold the chemical nickel and decorative chrome layers reliably. Electroplating has very high requirements for substrate purity. If the base resin contains impurities or degraded material, the plated layer can develop pinholes, skip plating, or weak adhesion.
This is exactly where PCR ABS struggles. No matter how well recycled resin is sorted and cleaned, it is difficult to match the purity of virgin resin. Electroplating yield drops clearly as a result. So compared with natural-color or painted housings, electroplated housings are much harder to convert to PCR. They can be done, but the yield loss and cost have to be calculated carefully.
Aluminum decorative parts are a different case. The aluminum shell used on aluminum-plastic composite lipstick tubes is itself a highly recyclable metal. But recyclable does not mean PCR. PCR refers to material that has already been recovered and reprocessed into new feedstock. Aluminum shells can support an ESG narrative based on recyclable material, but they do not increase the product’s PCR percentage.
The remaining weight blocks—iron, zinc, or ceramic—and the magnets hidden inside magnetic caps are not plastics, so PCR does not apply to them. Their share is small, but it still matters when calculating the total PCR percentage by weight because they reduce the overall ratio.
How to Configure a High-PCR Lipstick Tube
Once the component-by-component breakdown is clear, it becomes much easier to answer the question everyone keeps asking: how much PCR can a lipstick tube actually reach?
By weight, the shell, cap, and base make up most of the plastic mass in a lipstick tube. The inner mechanism core is the functional heart of the package, but it is small in both size and weight share. So the total PCR ratio of a lipstick tube depends mainly on whether the appearance parts have been converted and to what percentage.
The options are easier to see in table form:
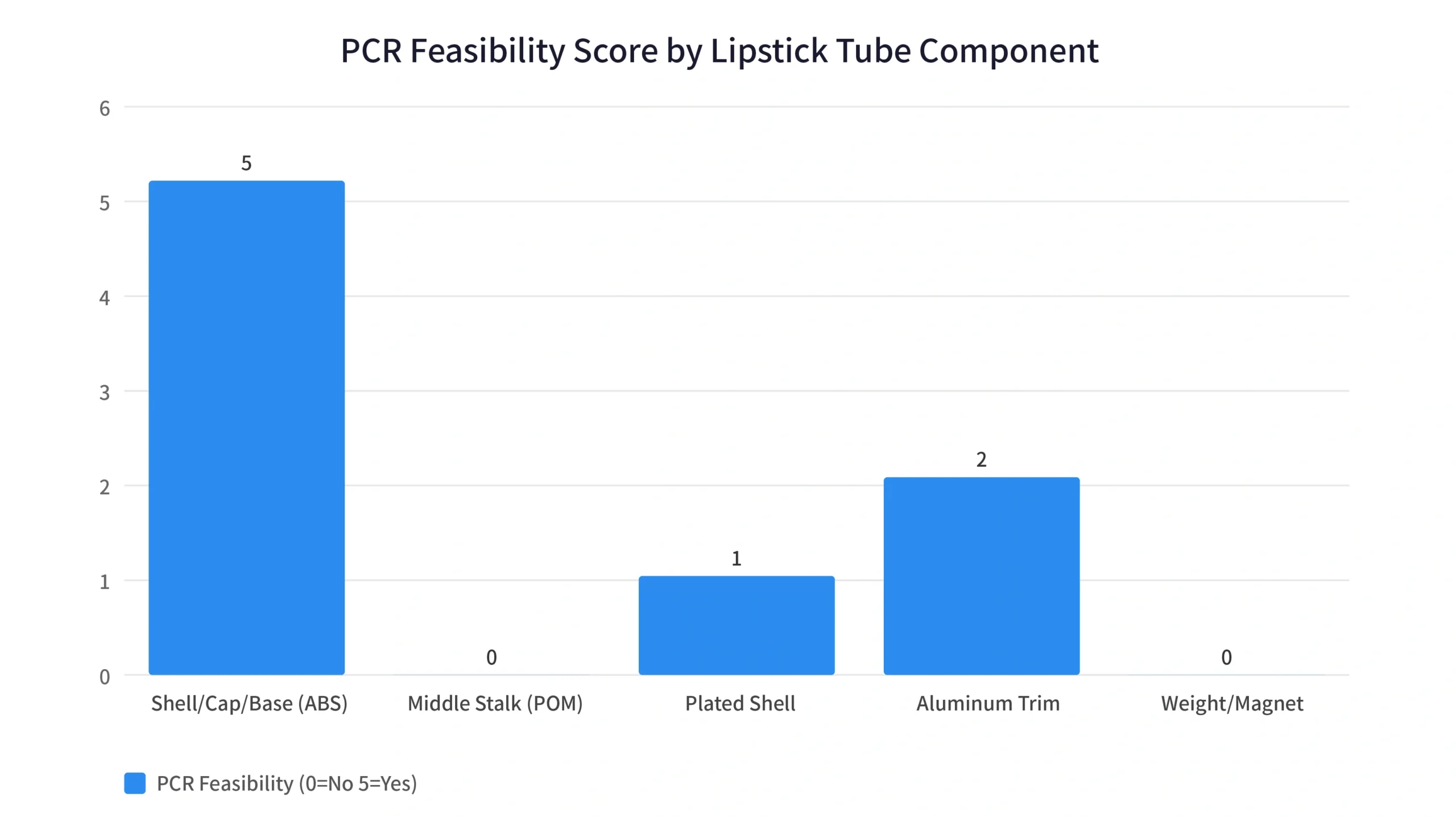
| Component | Material | PCR Feasibility | Tradeoff | Sambound Recommended Approach |
|---|---|---|---|---|
| Shell / Cap / Base | ABS | Yes — PCR ABS at 30–50% | Color difference control at ΔE 1.5–2.5; lower batch stability | Lock in one PCR supplier plus base-color compensation, target ΔE ≤1.5 |
| Inner mechanism core (bead/fork/spiral) | POM | Difficult — requires a route change | Mechanically recycled PCR POM cannot hold the required precision; PCR-PP, cPOM, or bio-based PA11 are possible but need new tooling and retuned feel | If budget and timeline allow, move to PCR-PP; if the budget is tight and speed matters, stay with virgin POM |
| Electroplated shell | Plating-grade ABS | Difficult | More impurities lead to lower plating yield | Replace plating with painting or natural-color appearance |
| Aluminum decorative parts | Aluminum | Recyclable, but not PCR | Does not count toward PCR percentage | Use a “recyclable material” sustainability story |
| Weight block / Magnet | Iron/Zinc/Magnetic material | No | Not plastic; used only in some models | These reduce the overall PCR ratio by weight |

A mixed strategy is the industry’s mainstream approach: use 50% PCR ABS for the shell and cap, keep virgin POM in the inner mechanism core, replace electroplating with paint, and retain the aluminum shell as a recyclable material. With that configuration, the total PCR ratio of the full package can typically reach the 40% to 60% range by weight. That is enough to go into a brand’s ESG report and can also align with the 2030 PPWR target direction.
Some overseas indie brands have already launched 100% PCR lipstick tubes. But their route is a fully plastic mono-material design with no plating, no aluminum, and no magnets or added weights. In other words, they removed every component category that PCR cannot realistically cover. That route gives a simpler, less premium feel and puts the sustainability story first. Whether it can work for a specific product depends on the brand’s positioning.
When Sambound develops a PCR solution for brand customers, the method is always the same: break the lipstick tube down by component. First, define the ESG target, the required quality and appearance level, and the amount of budget flexibility. Then assign PCR percentages part by part across the shell, cap, and base. For the inner mechanism core, decide based on budget and development timing whether to change the route with a PCR-PP redesign or keep virgin POM. There is no single blanket answer to the question, “Can this lipstick tube use PCR?” The real question is, “How much of each component is the project willing to give up for PCR?”
PCR upgrading in lipstick tubes involves many components and is much more complex than in Lip Gloss Tubes. That is why the project has to decide which parts can be handed over to PCR first and which parts need to stay as they are. The more a brand is willing to compromise, the higher the PCR ratio can go. The more tightly it has to hold onto mirror electroplating, aluminum shells, and a tightly tuned premium feel, the lower the achievable PCR percentage will be.


